SIM² KU Leuven – HITEMP researchers developed a new process flowsheet for selective arsenic removal, and lead and antimony recovery from lead-softening slag. The results were published in Mineral Processing and Extractive Metallurgy Review. Based on the present study, arsenic is removed efficiently and selectively from the slag, Pb is selectively recovered as antimonial lead (lead alloy containing 1–10 wt% Sb), while Sb is enriched in the final residue for the production of antimony trioxide.
What is lead-softening slag?
Lead-softening slag (LSS) is produced during the pyro-refining of primary and secondary lead bullion. Impurities like Sb and As are removed to the softening slag by oxygen at 470–750 °C. LSS often contains over 10 wt% Sb and over 60 wt % Pb, making it a potential secondary resource for Pb and Sb.
Selective As removal by NaOH roasting and water leaching
Selective arsenic removal from LSS is achieved through NaOH roasting at 400°C followed by water leaching at room temperature. The optimised slag-to-NaOH mass ratio is 2.5. Under these conditions, approximately 98% of arsenic is removed, leaving an arsenic-free slag rich in Pb and Sb.
Selective Pb recovery by carbothermic reduction
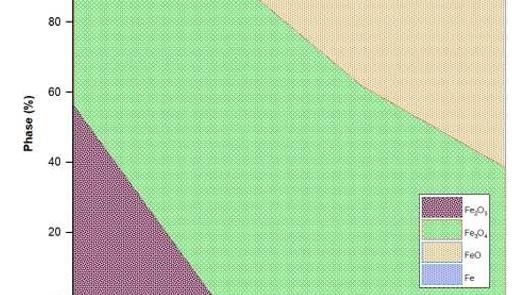
The arsenic-free slag is reduced with carbon to obtain antimonial lead and Sb-rich slag. The carbon dosage is the most critical factor, while the temperature influence is trivial. Increasing carbon dosage increases lead recovery but decreases lead purity. Under a carbon dosage of 2.8% and a reduction temperature of 800 °C, antimonial lead (94.3 wt% Pb, 5.2 wt% Sb, 0.5 wt% Cu) can be produced. The Sb is mainly enriched in the residual slag.
Selective Pb leaching and Sb enrichment by HNO3 leaching
The residual slag is leached with 2.5 M HNO3 solution at 90 °C for 2 h. The PbO and Na2O content in the leached slag decreased to 0.3 wt% and 0.1 wt%, respectively, while the Sb2O3 content increased to 97.5 wt%. The leaching residue contains a single phase of Sb4O4(OH)2 (NO3)2 and can be converted to antimony oxides through thermal decomposition at a temperature above 200 °C.
Full reference of paper
Hongbin Ling, Matteo Perin, Bart Blanpain, Muxing Guo & Annelies Malfliet (2023): Process flowsheet development for selective arsenic removal, lead and antimony recovery from lead softening slag, Mineral Processing and Extractive Metallurgy Review, DOI: 10.1080/08827508.2022.2164575
Acknowledgments
The authors would like to thank Campine for providing the materials used in this study. Hongbin Ling acknowledges the support of the China Scholarship Council (CSC, Grant No. 201806370218).