SIM² KU Leuven – HITEMP researchers, studied the influence of LD slag addition on the copper slag Zn fuming process. The results have been published in Ceramics International. Based on the industrial test, lab analysation and FactSage simulation, the difference between the standard and the LD slag-modified fuming processes was clarified, the possibility of slag modification via co-smelting of the copper slag and LD slag was evaluated, and the possible fuming conditions were summarized. This information helps us understand the LD slag modified Zn fuming process better, providing a clue for co-fuming and slag modification on an industrial scale.
Why Co-fuming with LD slag?
ZnO is recovered from secondary copper slag through the submerged plasma slag fuming process. Adding value to Zn fumed slag is crucial for avoiding its stockpile. Research on replacing cement with slag-based inorganic polymer opens a window for slag valorization and a more circular concrete, by expanding slag application and reducing the usage of virgin materials in concrete. Nevertheless, the CaO content in copper slag should be increased for cementitious properties generating. Adding CaO-rich materials, such as Linz-Donawitz (LD) slag, to the Zn fuming bath has the potential to produce CaO-rich slag in the meanwhile of Zn recovery.
Slag characteristics of the two types of fuming processes
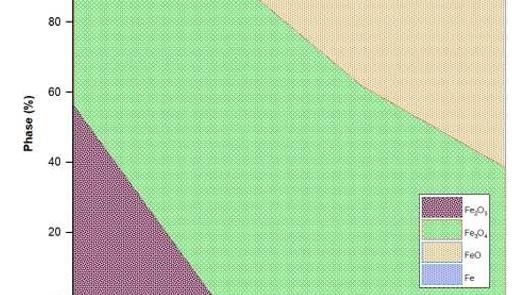
The addition of CaO-rich LD slag has a significant impact on the slag mineralogy constitution. The main phases of the standard fuming bath are the liquid phase, spinel and Fe-based metallic particles. After the LD slag addition, the wustite phase is detected in the fuming slag, the liquid phase fraction decreases, and the Fe-based metallic phase is replaced by Cu-based metallic particles. Besides, though the spinel phase content is below 10 wt%, it exhibited 2-6 times ZnO concentration than that of the liquid phase. In the standard fuming slag, the ZnO content of feeding slag is above 9 wt% and was reduced to 3 wt% after the fuming. The LD slag addition resulted in a slight decrease of the ZnO content to 2.5 wt% in the final fumed slag. The CaO content in the liquid phase of the standard fuming process is only 3-4 wt% and was significantly increased to 27.6 wt% with the LD slag addition.
Simulated fuming conditions
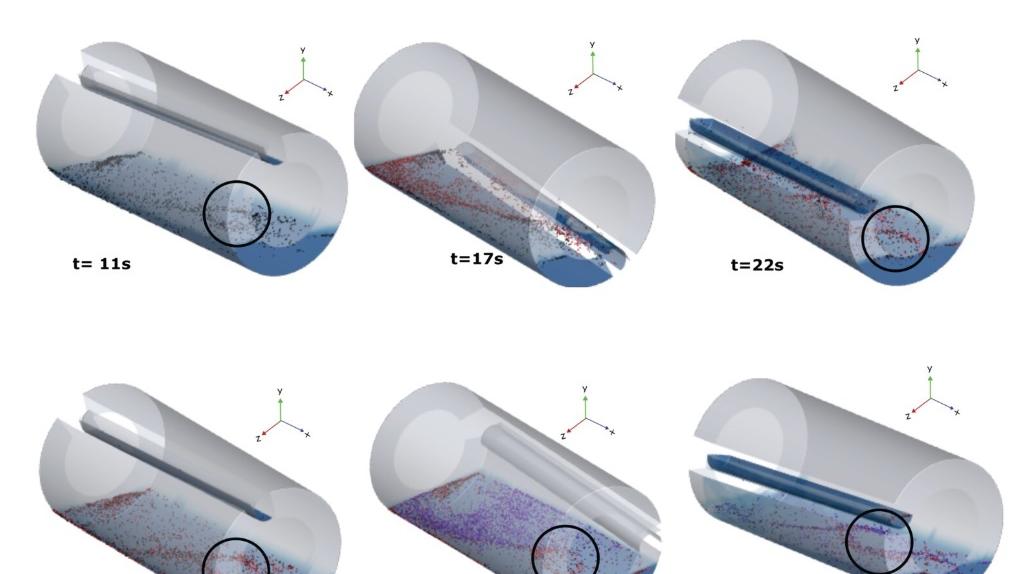
In the standard fuming process, the fuming temperature is 1139 – 1180°C and the pO2 level is around 1×10-13 to 5×10-14 atm. With the LD slag addition, the fuming temperature decreases to below 1140°C, while the pO2 increases to 1×10-12-5×10-13 atm. The LD slag content affects the phase relations by boosting the decomposition of fayalite and spinel phases and enhancing the precipitation of metallic Fe under pO2 of 1×10-13 atm, the wustite phase formation under pO2 of 1×10-12 atm and the melilite phase generation. The maximum CaO solubility of 18.5 wt%, is reached at LD slag content of 24.8 wt% at 1140°C. In addition, the increasing LD slag content significantly increases the ZnO activity and enhances its reduction. The fuming conditions, i.e., pO2 of 1×10-12 atm, the temperature of 1168-1210°C and LD slag content of 28.6 wt%, are optimal for Zn recovery and slag modification without Fe formation.
Full reference of the paper
Wang, Yannan, Samant Nagraj, Jungho Heo, Mathias Chintinne, Muxing Guo, and Shuigen Huang. "Effect of Linz-Donawitz slag addition on the hot stage slag mineralogy and fuming conditions: Output slag modification during the industrial Zn fuming operation." Ceramics International (2023).
https://doi.org/10.1016/j.ceramint.2023.04.025
Acknowledgments
The authors gratefully acknowledge support for this research by Aurubis Beerse. Yannan Wang acknowledges the support of the KU Leuven Hitemp Centre and the China Scholarship Council (202007650005).